Keys to Cost Savings while Machining Solid Surface Material
At GDP|GUHDO we strive to help our customers optimize cutting tool performance and cost – we recently contributed this article to the ISFA (International Surface Fabricators Association) for the Q4 2014 issue of Countertop & Architectural Surfaces Magazine .
Keys to Cost Savings while Machining Solid Surface Material
While the homogeneous composition of solid surface material doesn’t generally pose particular machining challenges, there are great ways to reduce your overall tooling expense, increase tool life, improve finish, reduce down-time and maintain a smoother work flow by selecting the correct cutting tool for the application.
Whether tooling is needed for use on a hand-router at installation site or production tooling in the shop, options available to streamline production, reduce down time, eliminate sanding and cut cost are overlooked all too often.
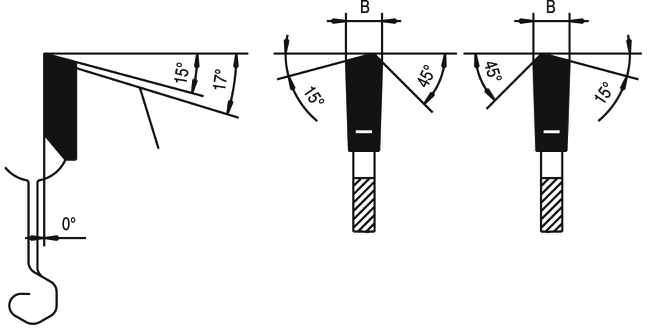
While most saw blades look similar, on closer inspection there are marked differences in tooth design/grind, angle and tooth count that affect the quality of cut and how long the blade will perform well before getting dull. These differences in tooth geometries are the result of much research and testing, to accommodate the wide range of materials and composite panels that all present their own unique cutting characteristics. For cutting solid surface material, the tooth design that provides the longest, cleanest cutting performance is a modified ATB (alternate top bevel) blade. (illustration below). This tooth shape, prevalent on carbide-tipped solid surface blades, extends the tool life over a more common alternate top or triple chip blade and a great cut.
If saw blades are not providing the quality of finish that is desired and additional sanding is needed to obtain a true match, then it’s time to consider taking a leap of faith that will pay off in a big way. Polycrystalline diamond tipped (PCD) saw blades are a perfect fit for solid surface material. While the diamond saw blade has a higher up-front cost, it will save a lot of money in the course of its life. The return on investment will be self-evident very quickly. As Gus Blume, owner of Blume’s Solid Surface in Freeport, PA puts it: “the finish of a diamond saw blade on solid surface material is second to none” and Gus Blume knows what he is talking about as Blume’s made that leap of faith to use PCD blades over 10 years ago. They have virtually eliminated any need for sanding to get a perfect match right off the saw.
For achieving various profile edges, back splashes, ball-nose, cove and round-over profiles, another great way to reduce tool cost is to invest in carbide insert or diamond tipped router tooling, both yield some very impressive pay-backs. As opposed to carbide-tipped tools, where profile accuracy is lost with the first sharpening, a carbide insert tool will always retain accuracy of profile and cutting diameter throughout its life and a diamond tipped router bit will not only outlast a carbide tipped tool by many times longer, it will also provide a much smoother surface finish. While the selection of insert tools available for use on hand routers with bearing guides is restricted to smaller trimming profiles due to design limitations, diamond tipped profile tools for use on hand routers are fairly novice and available for round-overs, bevels and straight cuts with a bearing guide included.

For straight routing (parting and peripheral cuts)on CNC machining centers, solid carbide up-shear router bits provide excellent cut quality and tool life and are the tool of choice for most solid surface CNC parting cuts. Solid carbide rougher bits are also a good choice for cuts where the finish is not critical or exposed.
Accurate V-folding of solid surface material requires a tool designed specifically for this non-porous composite. Standard V-Groove bits for wood feature a 91 degree included angle to accommodate naturally occurring expansion and contraction of wood. Solid surface material, on the other hand, does not need this expansion capability and a true 90 degree tool is preferred for a better, more accurate mitre fold.
A critical consideration to remember if cutting tools are expected to perform well and achieve optimum tool life as well as produce an excellent finish, is the importance of machining solid surface materials in the proper chip load range. Depending on the tool diameter, that can be .002-.012”. The smaller the tool diameter, the smaller the chip will be. For solid surface material, follow the approximate chip load ranges by diameter provided here:
- 1/8” diameter = .002-.004”
- 1/4” diameter = .006-.009”
- 3/8” diameter = .008-010”
- 1/2” diameter and up = .010-.012”
Operating outside of this range can result in over-heating, burning and tool breakage.
The chip load is the size of the chip created during the cutting process and is calculated as follows: chip load = feed rate in inches/(rpm x # of flutes). So, for example, if the a CNC machining center is running at 18,000 rpm and a 400” minute feed rate, a two flute router bit would have a .011” chip load.
While it is tempting to believe that more flutes yield a better finish, this is not true and, in fact, quite the opposite is true if an appropriate increase in feed rate is not implemented to stay within the ideal chip load range.
Particularly with solid surface material, fine dust particles are always an issue. A great way to reduce dust is to use tooling that either reduces or eliminates any need for additional sanding. Another great development that provides a big advantage when machining solid surface material is an innovative dust extraction collet nut, which is available in various designs from leading tooling manufacturers. These dust reducing devices that actually replace the collet nut are designed to channel the dust particles into a whirl-wind type action and be directed to the dust system.
For more information on machining solid surface materials most efficiently contact us to discuss how we can help you in choosing the right tool.



